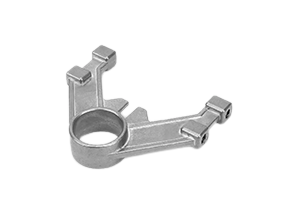











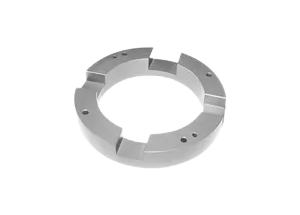
10年专注五金非标定制及五金加工
冷冲压加工、热冲压加工
多种工艺按需供应

深拉伸、浅拉伸
按需定制加工

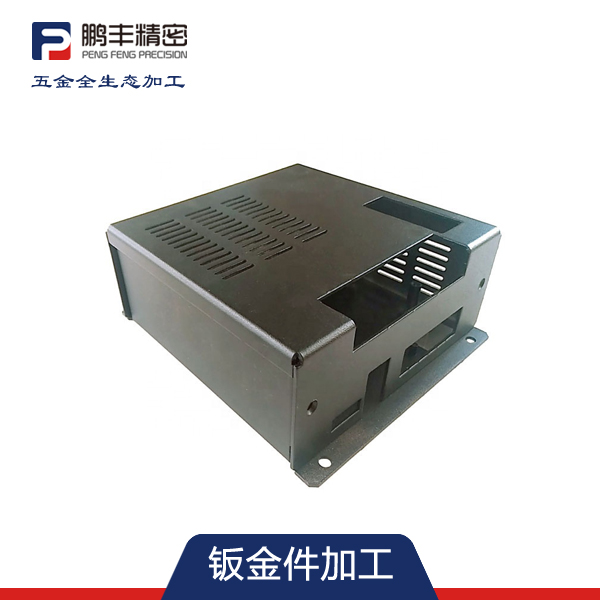
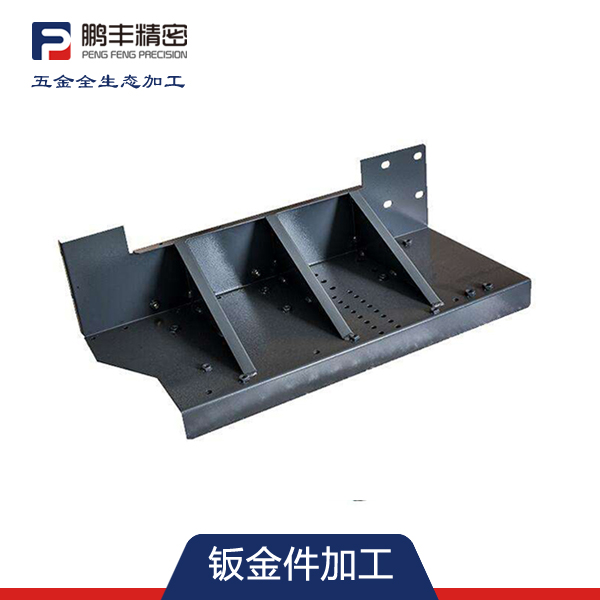
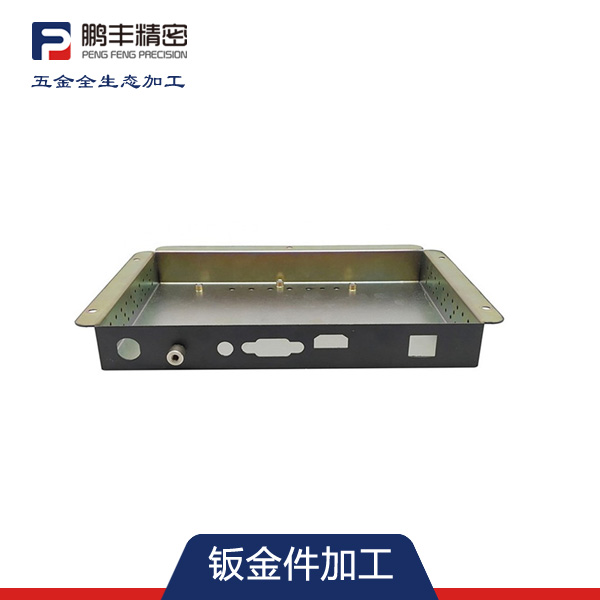
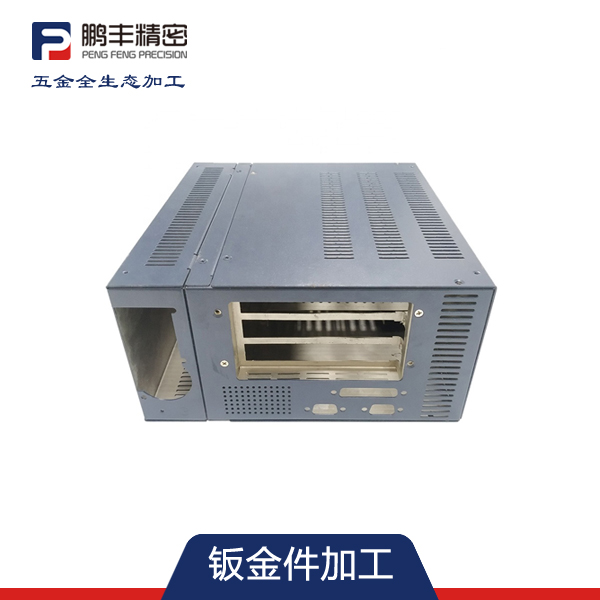
激光切割、钣金折弯、焊接等
以及表面处理
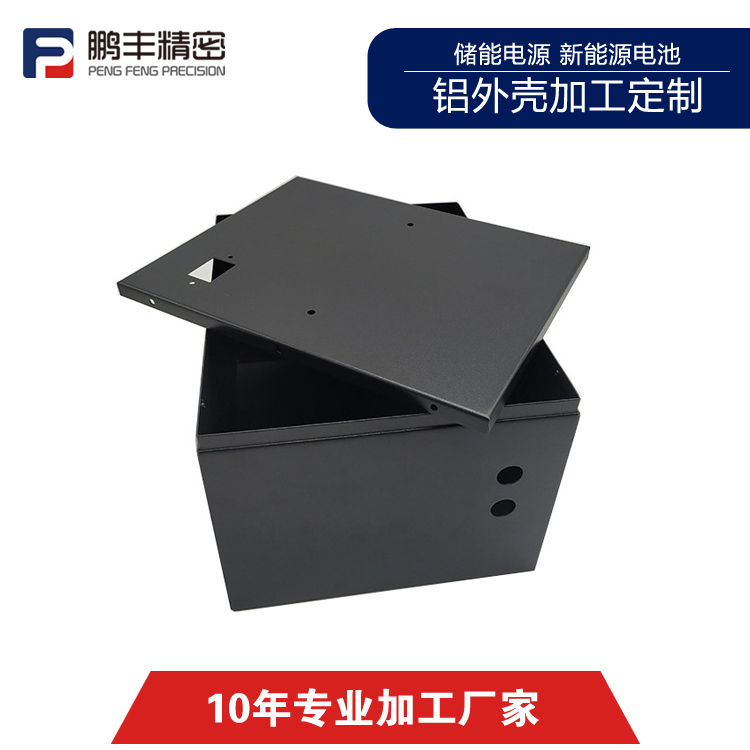
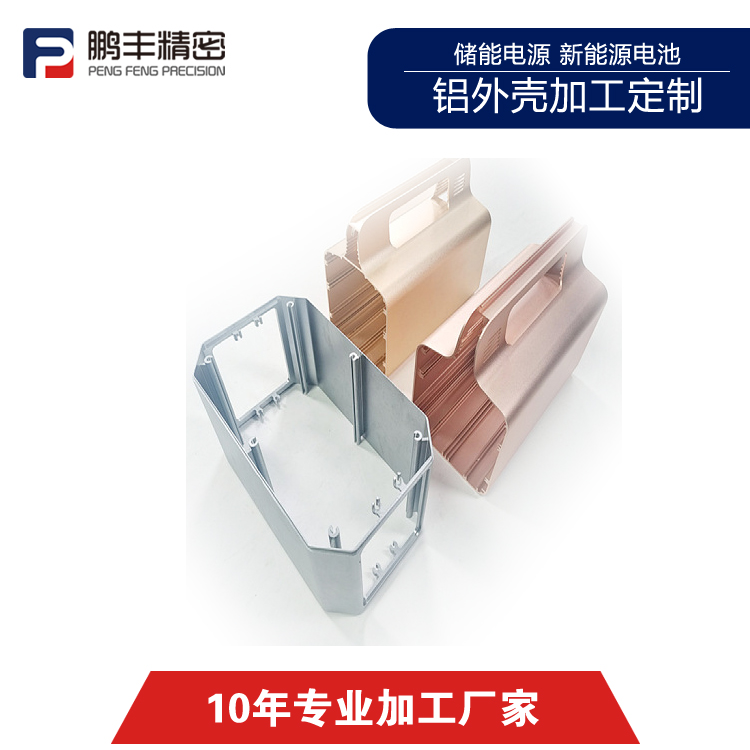
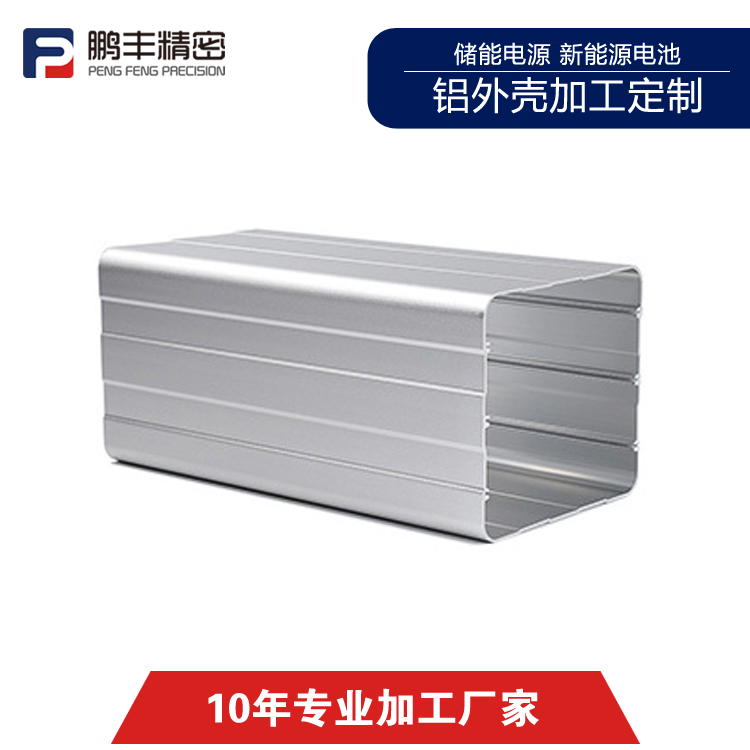
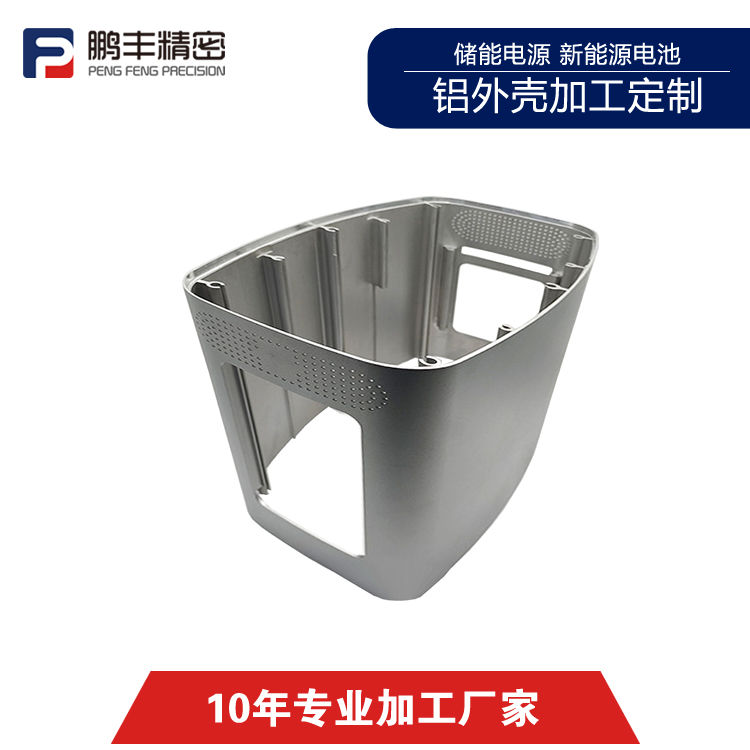
新能源电池,储能电源外壳
加工定制
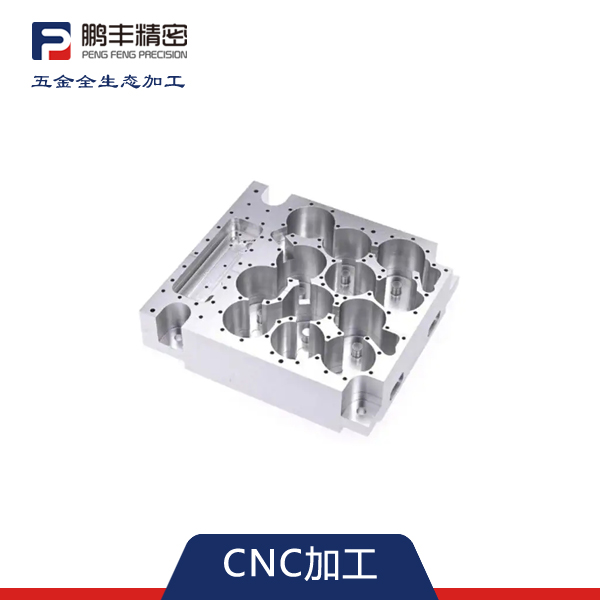
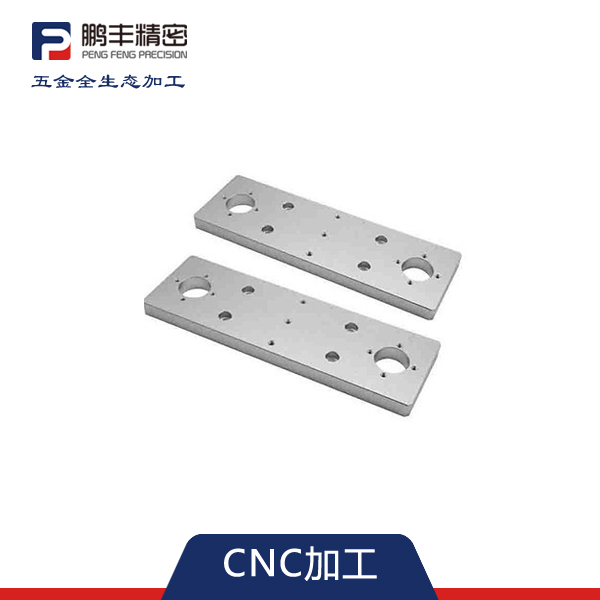
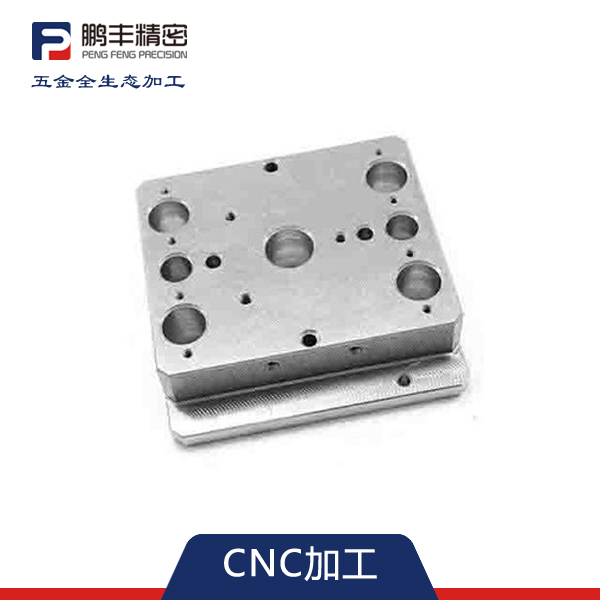
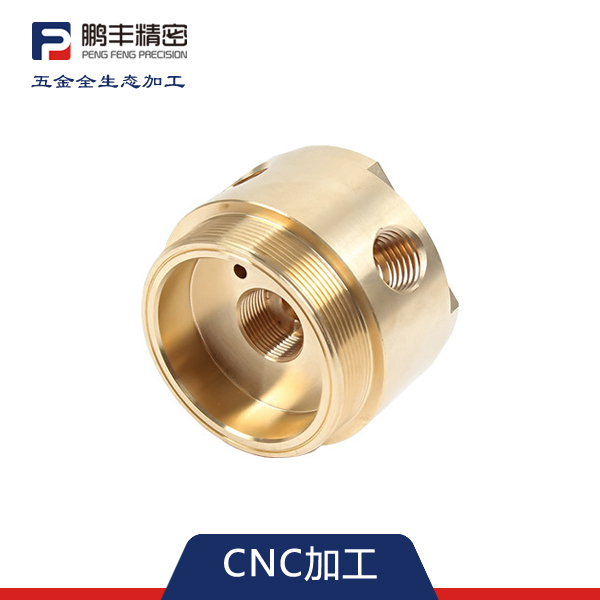
CNC铣加工、CNC车加工
辅助工艺、表面处理
产品规格齐全,可应用多领域












先进器械设备(台)
生产员工规模(人)
自营工厂规模(㎡)
工艺加工中心(个)
原材料仓库(个)
年产能(万件)



Copyright © 2022 深圳市鹏丰精密五金有限公司 All Rights Reserved 粤ICP备18084774号



 135-2877-5529
135-2877-5529